Lekce 1: Hřebenový zvedák
Lekce popisuje vytvoření obráběcího postupu vybraných dílů zvedáku.
Kapitola 1: Pojistka
Obrobení dílu Pojistka hřebenového zvedáku
V následujícím textu je podrobně popsán způsob obrobení součásti pomocí počítačového programu Surfcam. Digitální model součásti je na adrese http://www.spssol.cz/~vyuka/PRILOHY/CAM/dopravniky%20a%20zdvihadla/zvedaky/hrebenovy_zvedak/pojistka.x_t
Pro vytvoření postupu obrábění je nutné načíst součást ve správném formátu. Modely vytvořené v konstrukčním programu Inventor načítáme jako textový soubor parasolid s příponou .x_t . Takto uložené soubory lze v programu Surfcam otevřít a dále s nimi pracovat. Po načtení součásti nejprve zvolíme vhodnou strategii obrábění. To znamená, že promyslíme způsob obrábění, jednotlivé operace a jejich pořadí. Z této úvahy vyplyne tvar polotovaru. V úvahu také musíme vzít požadavky na funkci součásti. Jakost materiálu určíme při zadávání parametrů první operace. Po vytvoření a ověření postupu obrábění celé součásti vytvoříme NC kód, se kterým obráběcí stroj pracuje. Výuková verze programu Surfcam neumožňuje vytvoření NC kódu, proto tento poslední krok učební text neobsahuje.
Činnosti prováděné při tvorbě postupu lze shrnout do těchto kroků:
• Načtení součásti – modelu
• Promyšlení strategie obrábění
• Určení souřadného systému
• Stanovení polotovaru a jakosti materiálu
• Stanovení jednotlivých operací
• Vytvoření NC kódu
Načtení modelu
Zvolený model součásti uložený s příponou .x_t otevřeme v programu Surfcam, po načtení je programem přiřazena přípona .scprt, zobrazení je provedeno tzv. drátěným modelem. Pro lepší přehlednost součásti přepneme zobrazení na drátěný model s vystínovanými plochami.
Promyšlení strategie obrábění
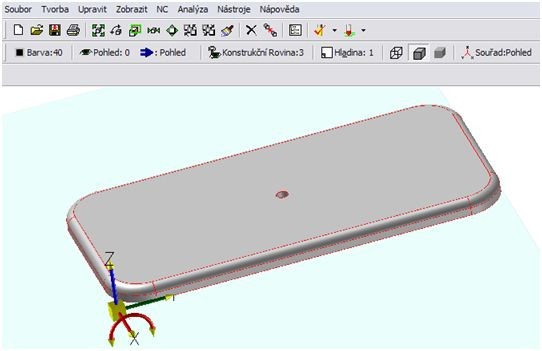
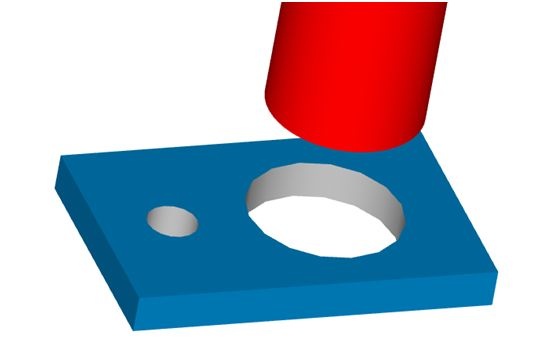
Pojistka je vyrobená z plechu tloušťky 10 mm. Použitá je ocel 11 600. Nejprve obrobíme konturu do výšky 5 mm, pak srazíme hranu a zhotovíme otvor. Potom součást otočíme a dokončíme obrobení.
Určení souřadného systému
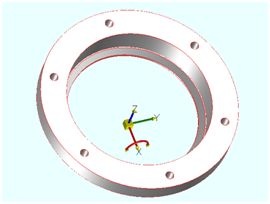
Načtený lokální souřadný systém posuneme tak, aby osa Z směřovala proti ose nástroje a počátek byl v průsečíku delších stěn.
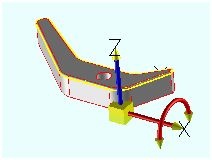
Obrázek: Umístění lokálního souřadného systému
Stanovení jednotlivých operací
NC – 2 osé – kontura – dvojklik na hranu – Hotovo – Vybrat nástroj (fréza ø 16 mm) – OK – Nastavit parametry na kartě obrábění – OK – Řízení cyklu – Hloubka 5 mm – OK – kliknout vně obrobku
Zaoblení hrany
NC – 2 osé – úhlová fréza – dvojklik na hranu – Hotovo – Vybrat nástroj (fréza R 1 mm) – OK – Nastavit parametry na kartě obrábění – OK – kliknout vně obrobku
Zhotovení díry ø 6 mm
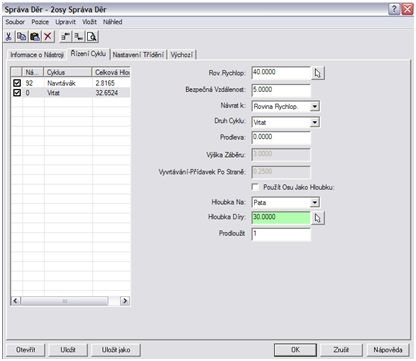
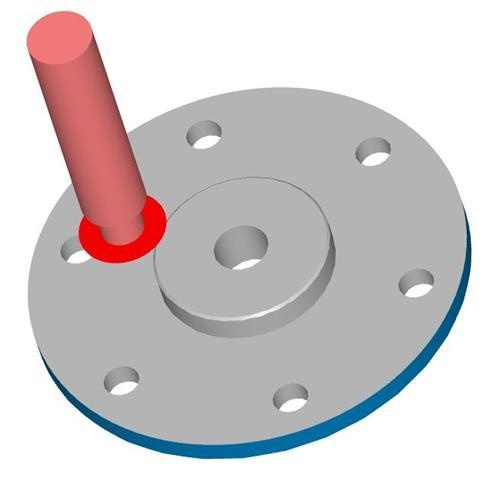
NC – 2 osé – vrtat – označit díru – Hotovo – Vybrat nástroj (navrtávák, vrták ø 6 mm) – OK – Řízení cyklu – Hloubka vrtání 10 mm – Prodloužení 1 mm – OK
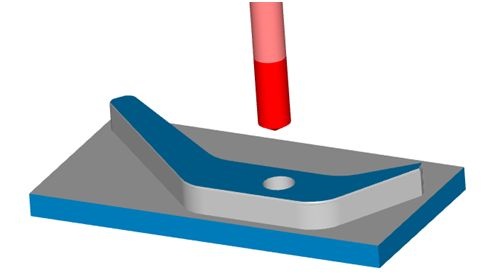
Obrázek: Obrobení shora
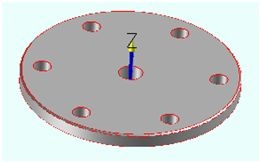
Načtený lokální souřadný systém posuneme tak, aby osa Z směřovala proti ose nástroje a počátek byl v průsečíku delších stěn.
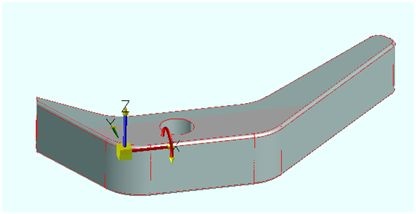
Obrázek: Změna polohy lokálního souřadného systému
Dokončení obrobení kontury a její zaoblení
NC – 2 osé – kontura – dvojklik na hranu – Hotovo – Vybrat nástroj (fréza ø 16 mm) – OK – Nastavit parametry na kartě obrábění – OK – Řízení cyklu – Hloubka 5 mm – OK – kliknout vně obrobku
Zaoblení hrany
NC – 2 osé – úhlová fréza – dvojklik na hranu – Hotovo – Vybrat nástroj (fréza R 1 mm) – OK – Nastavit parametry na kartě obrábění – OK – kliknout vně obrobku
Kapitola 2: Autotest
- U globálního souřadného systému
- U lokálního souřadného systému
- Polotovar
- Jakost materiálu
- Otáčky nástroje
Lekce 2: Hydraulický zvedák
Lekce popisuje vytvoření obráběcího postupu vybraných dílů zvedáku.
Kapitola 1: Víko hydraulického zvedáku
Obrobení víka hydraulického zvedáku
V následujícím textu je podrobně popsán způsob obrobení součásti pomocí počítačového programu Surfcam. Digitální model součásti je na adrese
http://www.spssol.cz/~vyuka/PRILOHY/CAM/dopravniky%20a%20zdvihadla/zvedaky/hydraulicky_zvedak/viko.x_t
Pro vytvoření postupu obrábění je nutné načíst součást ve správném formátu. Modely vytvořené v konstrukčním programu Inventor načítáme jako textový soubor parasolid s příponou .x_t . Takto uložené soubory lze v programu Surfcam otevřít a dále s nimi pracovat. Po načtení součásti nejprve zvolíme vhodnou strategii obrábění. To znamená, že promyslíme způsob obrábění, jednotlivé operace a jejich pořadí. Z této úvahy vyplyne tvar polotovaru. V úvahu také musíme vzít požadavky na funkci součásti. Jakost materiálu určíme při zadávání parametrů první operace. Po vytvoření a ověření postupu obrábění celé součásti vytvoříme NC kód, se kterým obráběcí stroj pracuje. Výuková verze programu Surfcam neumožňuje vytvoření NC kódu, proto tento poslední krok učební text neobsahuje.
Prováděné činnosti lze shrnout do těchto kroků:
• Načtení součásti – modelu
• Promyšlení strategie obrábění
• Určení souřadného systému
• Stanovení polotovaru a jakosti materiálu
• Stanovení jednotlivých operací
• Ověření správnosti postupu – verifikace
• Vytvoření NC kódu
Načtení modelu
Zvolený model součásti uložený s příponou .x_t otevřeme v programu Surfcam, po načtení je programem přiřazena přípona .scprt, zobrazení je provedeno tzv. drátěným modelem. Pro lepší přehlednost součásti přepneme zobrazení na drátěný model s vystínovanými plochami.
Promyšlení strategie obrábění
Každou součást lze obrobit více způsoby, správných řešení bývá zpravidla několik. Víko hydraulického zvedáku má rotační tvar, který je vhodný pro soustružení. Je však poměrně tenké a navíc obsahuje excentrický otvor, proto je vhodnější provést obrobení frézováním na NC stroji. Při frézování nejprve obrobíme část víka s vnitřním osazením. Potom součást otočíme a provedeme obrobení druhého osazeného čela včetně otvorů pro šrouby.
Určení souřadného systému
Lokální souřadný systém ponecháme v ose vnějšího průměru. Pro obrábění čela s osazením je potřeba zvolit natočení souřadných os tak, aby obráběná plocha byla rovnoběžná s osami X a Y a pohyb nástroje směřoval proti směru osy Z. Tomu odpovídá konstrukční rovina 4.
Stanovení polotovaru
Maximální obrobený průměr víka je 144 mm, tloušťka 12 mm. Jako polotovar zvolíme válcovanou ocel 11 500 průměru 150 mm v délce 16 mm. Přídavek na tloušťku je 2 mm každou stranu, přídavek na poloměru je 3 mm.
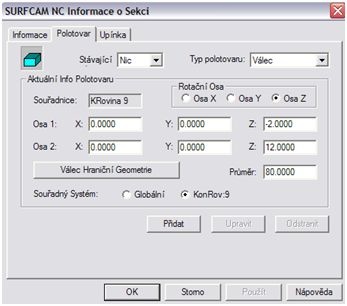
Postup definování polotovaru: Ikona Manažer operací- NC projekt (kliknout pravým tlačítkem) – Upravit informace sekce – Polotovar – Typ Válec – Rotační osa Z – Válec hraniční geometrie. Upravíme souřadnice na velikost polotovaru (-10; 6; ø 150) – Přidat – OK - Hotovo.
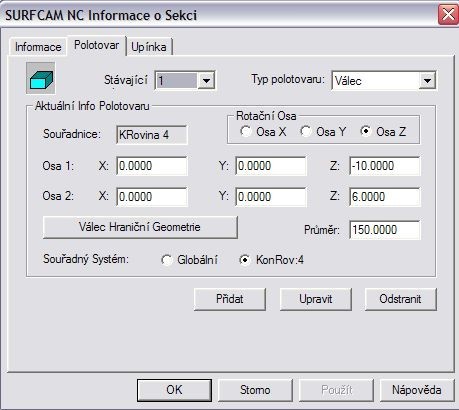
Obrázek: Stanovení rozměrů polotovaru
Stanovení jednotlivých operací
Nejprve provedeme zarovnání čelní plochy průměru 144 mm a následně osazení na čele na ø 140 mm do hloubky 4 mm.
Zarovnání čelní plochy: NC – 2 osé – Zarovnat – 2 klik na vnější průměr – na kartě obrábění vybereme vhodný nástroj (frézovací hlava ø 63 mm) a stanovíme materiál (ST52 1.0570) – přepnout na kartu Kontrola obrábění a zadáme Přídavek po straně 3 mm – OK.
Obrobení ø 140 do hloubky 4 mm: NC – 2 osé – Kapsa – dvojklik na ø 140 mm – Hotovo – Vybrat nástroj (čelní válcová fréza ø 12 mm, Materiál k odebrání v ose Z 4 mm – OK

Obrázek: Parametry kapsování
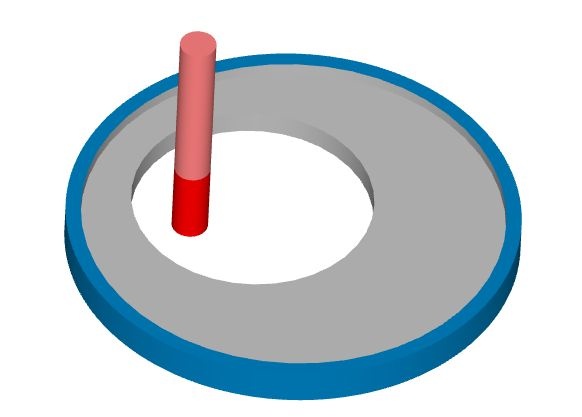
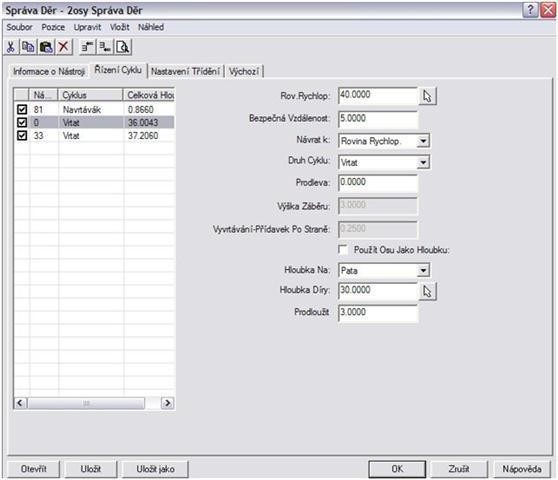
Vrtání excentrické díry: NC – 2 osé – vrtat - kliknout na kružnici ø 80 mm – Hotovo – na kartě Správa děr vybrat nástroj pro navrtání (vybrat navrtávák ø 5 mm) – OK – Přidat nástroj za (vrták ø 9 mm pro předvrtání do hloubky 8 mm) – Přidat nástroj za (vrták ø 18 mm do hloubky 8 mm, hloubka na patu, prodloužit o 1 mm).
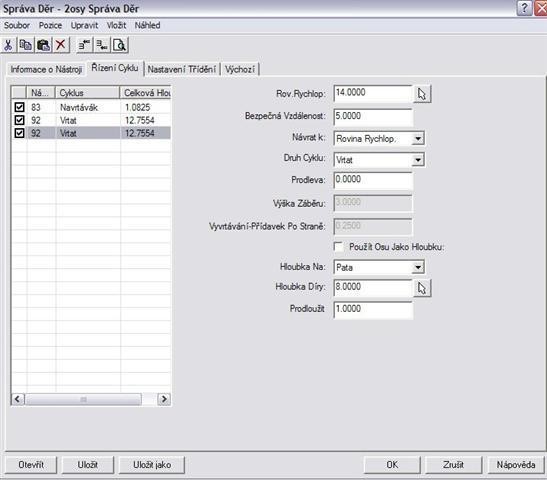
Obrázek: Parametry vrtání
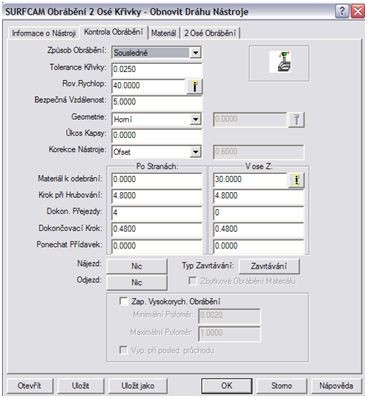
Zvětšení otvoru provedeme kapsováním: NC – 2 osé – dvojklik na hranu otvoru – Hotovo – Vybrat nástroj (válcová fréza ø 12 mm, Materiál k odebrání V ose Z 10 mm) – OK
Verifikací ověříme správnost dosud provedeného postupu.
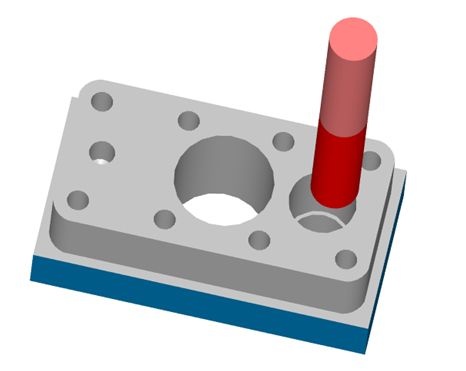
Obrázek: Kontrola obrobení
Tím je obrábění z jedné strany dokončené a pro obrábění z druhé strany zvolíme Konstrukční rovinu č.1. Při obrábění bude víko upnuté za opracovaný ø 140 mm.
Zarovnání čelní plochy: NC – 2 osé – Zarovnat – 2 klik na vnější průměr – na kartě obrábění vybereme vhodný nástroj (frézovací hlava ø 63 mm) – přepnout na kartu Kontrola obrábění a zadáme Přídavek po straně 3 mm – OK.
Obrobení vnějšího průměru ø 144 mm: NC – 2 osé – Kontura – dvojklik na ø 144 mm – Hotovo – Vybrat nástroj (čelní válcová fréza ø 12 mm, Materiál k odebrání v ose Z 12 mm –OK - kliknout vně ø 144 mm
Vytvoření 6 děr pro šrouby se zahloubením:
NC – 2 osé – vrtat – označíme 6 děr – Hotovo – Vybrat nástroj (navrtávák) - OK – Přidat nástroj za (vrták ø 5,5 mm vrtat do hloubky 8 mm, prodloužit o 1 mm) – Přidat nástroj za (válcový záhlubník pro šrouby M5, hloubka 5,7 mm).
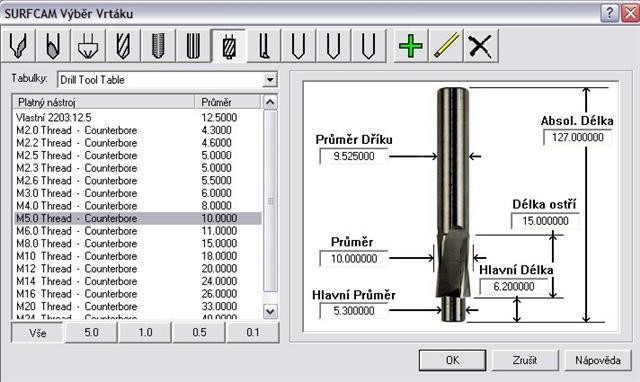
Obrázek: Volba záhlubníku
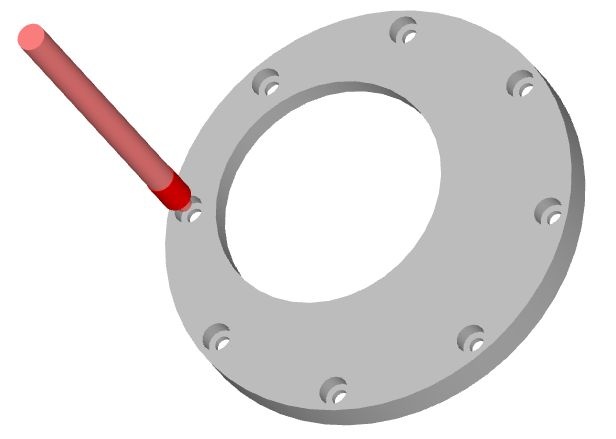
Obrázek: Kontrola obrobení víka
Obrobení víka hydraulického zvedáku je úspěšně dokončeno.
Kapitola 2: Kostka
Obrobení kostky hydraulického zvedáku
V následujícím textu je podrobně popsán způsob obrobení součásti pomocí počítačového programu Surfcam. Digitální model součásti je na adrese
http://www.spssol.cz/~vyuka/PRILOHY/CAM/dopravniky%20a%20zdvihadla/zvedaky/hydraulicky_zvedak/kostka.x_t
Pro vytvoření postupu obrábění je nutné načíst součást ve správném formátu. Modely vytvořené v konstrukčním programu Inventor načítáme jako textový soubor parasolid s příponou .x_t . Takto uložené soubory lze v programu Surfcam otevřít a dále s nimi pracovat. Po načtení součásti nejprve zvolíme vhodnou strategii obrábění. To znamená, že promyslíme způsob obrábění, jednotlivé operace a jejich pořadí. Z této úvahy vyplyne tvar polotovaru. V úvahu také musíme vzít požadavky na funkci součásti. Jakost materiálu určíme při zadávání parametrů první operace. Po vytvoření a ověření postupu obrábění celé součásti vytvoříme NC kód, se kterým obráběcí stroj pracuje. Výuková verze programu Surfcam neumožňuje vytvoření NC kódu, proto tento poslední krok učební text neobsahuje.
Prováděné činnosti lze shrnout do těchto kroků:
• Načtení součásti – modelu
• Promyšlení strategie obrábění
• Určení souřadného systému
• Stanovení polotovaru a jakosti materiálu
• Stanovení jednotlivých operací
• Vytvoření NC kódu
Načtení modelu
Zvolený model součásti uložený s příponou .x_t otevřeme v programu Surfcam, po načtení je programem přiřazena přípona .scprt, zobrazení je provedeno tzv. drátěným modelem. Pro lepší přehlednost součásti přepneme zobrazení na drátěný model s vystínovanými plochami.
Promyšlení strategie obrábění
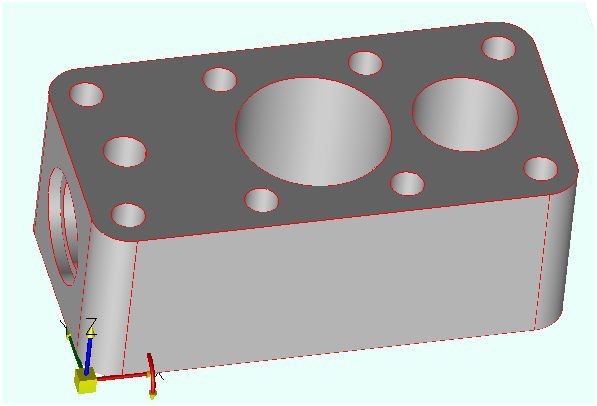
Každou součást lze obrobit více způsoby, správných řešení bývá zpravidla několik. Kostka hydraulického zvedáku má typický tvar pro obrábění frézováním na NC stroji. Při frézování nejprve obrobíme horní část kostky včetně děr. Potom součást otočíme a provedeme obrobení kostky z druhé strany včetně otvorů a na závěr zhotovíme díru se závitem z boční strany.
Určení souřadného systému
Pro obrábění posuneme počátek lokálního souřadného systému do průsečíku bočních hran.
Posunutí lokálního souřadného systému provedeme následujícím způsobem
Konstrukční rovina – Nový – 3 body- Průnik – označíme obě spodní hrany – Koncový bod – vyznačíme kladný směr os X a Y – Průnik – označíme obě hrany.
Pro obrábění je potřeba zvolit natočení souřadných os tak, aby obráběná plocha byla rovnoběžná s osami X a Y a pohyb nástroje směřoval proti směru osy Z. Tomu odpovídá načtená konstrukční rovina 1.
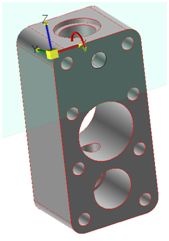
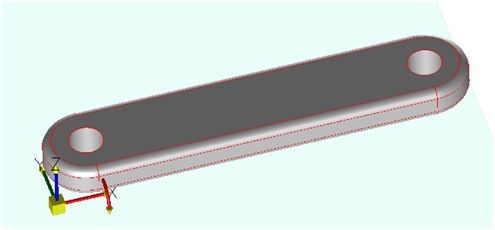
Obrázek: Poloha souřadného systému
Stanovení polotovaru
Maximální rozměry kostky jsou 80 x 40 x 30 mm. Jako polotovar zvolíme ocel 11 600, přídavek na každou stranu je 2,5 mm.
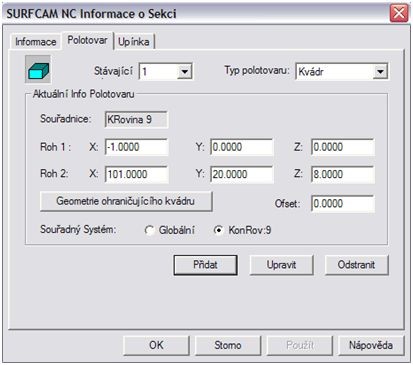
Postup definování polotovaru pro verifikaci:
Ikona Manažer operací- NC projekt (kliknout pravým tlačítkem) – Upravit informace sekce – Polotovar – Typ Kvádr, ofset 2,5 mm, Konstrukční rovina 9 – kliknout na Geometrie ohraničujícího kvádru – Přidat – OK - Hotovo.
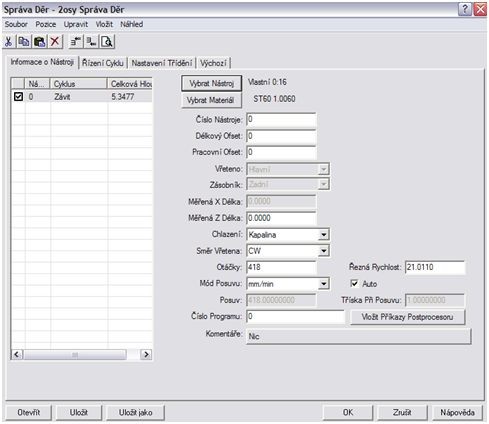
Stanovení jednotlivých operací
Zarovnání čelní plochy: NC – 2 osé – Zarovnat – 2 klik na vnější obrys – na kartě obrábění vybereme vhodný nástroj (frézovací hlava ø 32 mm) a stanovíme materiál (ST60 1.0060) – přepnout na kartu Kontrola obrábění a zadáme Přídavek po straně 5 mm– OK.
Obrobení vnějšího tvaru provedeme do hloubky 22 mm. Ve spodní části bude kostka upnuta v délce cca 10 mm.
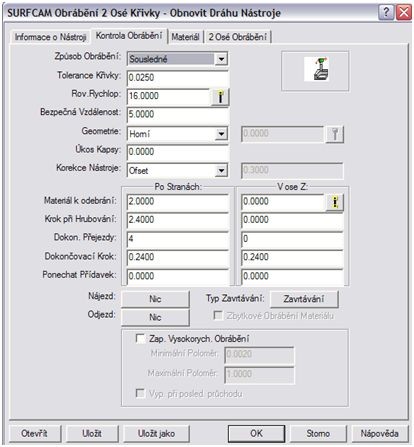
NC – 2 osé – Kontura – 2 klik na vnější obrys – na kartě obrábění vybereme vhodný nástroj (válcová fréza ø 12 mm) – přepnout na kartu Kontrola obrábění a zadáme Přídavek po straně 3 mm, nastavíme výšku v ose Y 18 mm – OK – kliknout vně kontury
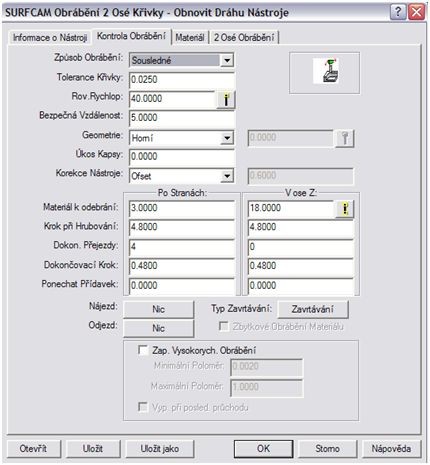
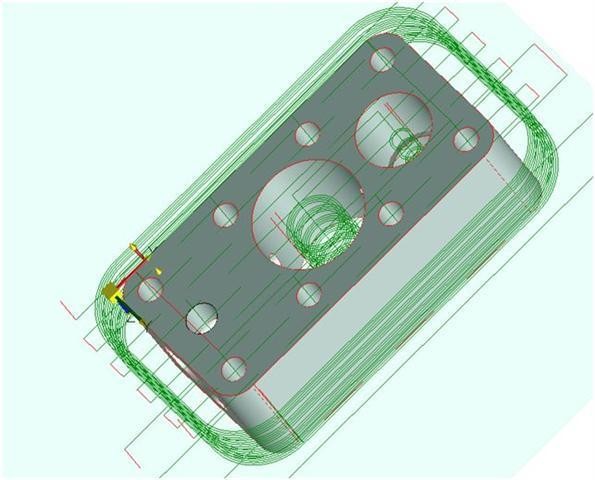
Obrázek: Parametry frézování kontury
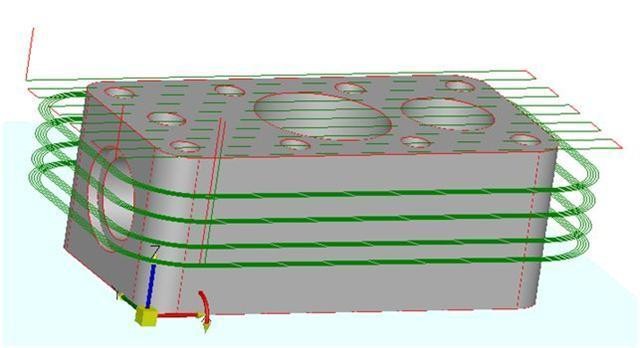
Obrázek: Dráha nástroje
Zhotovení 6 děr ø 5,5 mm
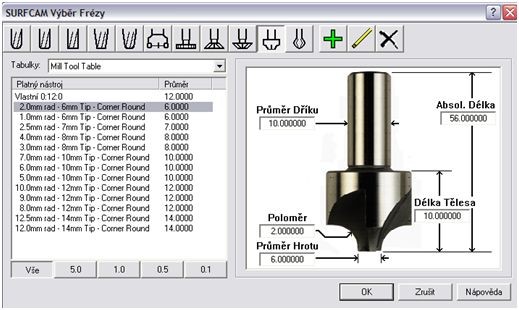
NC – 2 osé – vrtat – označit díry – Hotovo – Vybrat nástroj (navrtávák) – Přidat za – Vybrat nástroj (vrták ø 5,5 mm – OK – Řízení cyklu – Hloubka vrtání 30 mm – Prodloužení 1 mm – OK
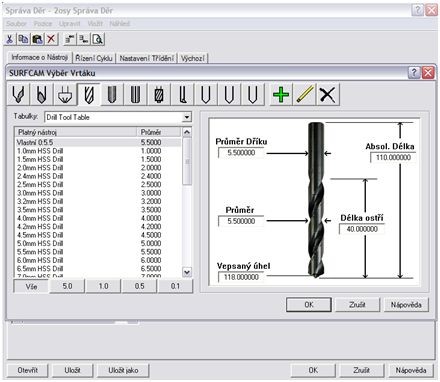
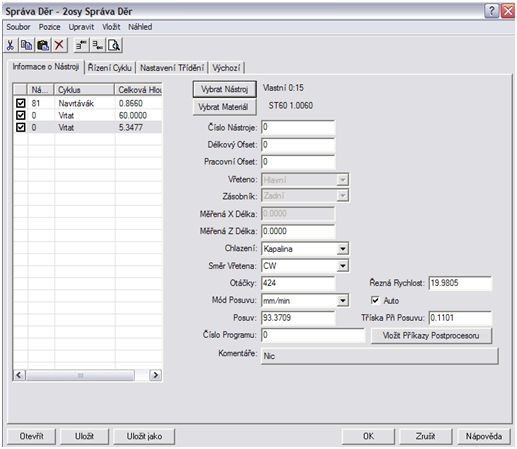
Obrázek: Volba vrtáku
Obrázek: Parametry vrtání
Zhotovení děr ø 6,5 mm, ø 25 mm a ø 17 mm provedeme postupně, u díry ø 17 mm nastavíme hloubku. Díru ø 6,5 mm předvrtáme navrtávákem a potom dokončíme vrtákem, díry ø 25 mm a ø 17 mm předvrtáme navrtávákem, potom vrtákem a dokončíme kapsováním.
Díra průměr 6,5 mm
NC – 2 osé – Vrtat – kliknout na příslušnou kružnici - Hotovo – vybrat nástroj (navrtávák, potom vrták ø 6,5 mm, hloubka 15 mm na hrot) – OK.
Díra průměr 25 mm
NC – 2 osé – Vrtat - kliknout na kružnice ø 25 mm a ø 17 mm – Hotovo – vybrat nástroj (navrtávák, potom vrták ø 10 mm s prodlouženým břitem na předvrtání a ø 15 mm na dokončení, hloubka 30+3 mm) - Hotovo
Obrázek: Parametry vrtání
Díru ø 25 mm dokončíme obrobením vnitřní kontury
NC – 2 osé – kontura – označit hranu otvoru – vybrat nástroj (fréza ø 14 mm) – přídavek po stranách 0 mm, výška v ose Z 30 mm – OK – kliknout do díry
Obrázek: Parametry frézování kontury
Z jedné strany je kostka obrobena, o správnosti postupu se přesvědčíme verifikací.
Obrázek: Kontrola obrobeníhorní části kostky
Dále budeme pokračovat obráběním opačné strany kostky.
Nejprve zvolíme novou konstrukční rovinu tak, aby základna byla tvořena osami X a Y a pohyb nástroje byl ve směru osy Z.
Následují operace
• zarovnání čela
• obrobení zbývající části vnější kontury
• kapsování ø 19 mm
• vyřezání závitu M 16x1
NC – 2 osé – Zarovnat – 2 klik na vnější obrys – na kartě obrábění vybereme vhodný nástroj (frézovací hlava ø 32 mm)– přepnout na kartu Kontrola obrábění a zadáme Přídavek po straně 5 mm– OK.
NC – 2 osé – Kontura – 2 klik na vnější obrys – na kartě obrábění vybereme vhodný nástroj (válcová fréza ø 12 mm) – přepnout na kartu Kontrola obrábění a zadáme Přídavek po straně 3 mm, nastavíme výšku v ose Y 13 mm – OK – kliknout vně kontury
NC – 2 osé – vrtat – vybrat nástroj (závitník M 16x1), hloubka 6 mm – OK
Obrázek: Parametry závitování
Tím je obrobení spodní části dokončené. Pro obrobení poslední části, boční závitové díry M 16x1, musíme zvolnit novou konstrukční rovinu tak, aby osa Z směřovala proti ose nástroje.
Obrázek: Poloha souřadného systému
Nejprve vyvrtáme díru, kapsováním vytvoříme zahloubení a na závěr vyřežeme závit.
Vrtání díry
NC – 2 osé – Vrtat – kliknout na příslušnou kružnici - Hotovo – vybrat nástroj (navrtávák, potom prodloužený vrták ø 8 mm na vrtání díry do hloubky 60 mm, dále vrtat díru ø 15 mm na hrot do hloubky 40 mm) – OK.
Obrázek: Parametry vrtání
Kapsováním vytvoříme zahloubení ø 19 mm do hloubky 2 mm a následně vyřežeme závit M 16x1.
NC – 2 osé – vrtat – vybrat nástroj (závitník M 16x1), hloubka 5 mm – OK
Obrázek: Kontrola obrobení
Kapitola 3: Autotest
- Frézovací hlava se používá
- Navrtávák
- Záhlubníkem
- Zaoblení hran
- Vrtání na sebe kolmých děr
Lekce 3: Nůžkový zvedák
Lekce popisuje vytvoření obráběcího postupu vybraných dílů zvedáku.
Kapitola 1: Patka spodek
Obrobení dílu Patka spodek nůžkového zvedáku
V následujícím textu je podrobně popsán způsob obrobení součásti pomocí počítačového programu Surfcam. Digitální model součásti je na adrese
http://www.spssol.cz/~vyuka/PRILOHY/CAM/dopravniky%20a%20zdvihadla/zvedaky/nuzkovy_zvedak/patka_spodek.x_t
Pro vytvoření postupu obrábění je nutné načíst součást ve správném formátu. Modely vytvořené v konstrukčním programu Inventor načítáme jako textový soubor parasolid s příponou .x_t . Takto uložené soubory lze v programu Surfcam otevřít a dále s nimi pracovat. Po načtení součásti nejprve zvolíme vhodnou strategii obrábění. To znamená, že promyslíme způsob obrábění, jednotlivé operace a jejich pořadí. Z této úvahy vyplyne tvar polotovaru. V úvahu také musíme vzít požadavky na funkci součásti. Jakost materiálu určíme při zadávání parametrů první operace. Po vytvoření a ověření postupu obrábění celé součásti vytvoříme NC kód, se kterým obráběcí stroj pracuje. Výuková verze programu Surfcam neumožňuje vytvoření NC kódu, proto tento poslední krok učební text neobsahuje.
Činnosti prováděné při tvorbě potupu lze shrnout do těchto kroků:
• Načtení součásti – modelu
• Promyšlení strategie obrábění
• Určení souřadného systému
• Stanovení polotovaru a jakosti materiálu
• Stanovení jednotlivých operací
• Vytvoření NC kódu
Načtení modelu
Zvolený model součásti uložený s příponou .x_t otevřeme v programu Surfcam, po načtení je programem přiřazena přípona .scprt, zobrazení je provedeno tzv. drátěným modelem. Pro lepší přehlednost součásti přepneme zobrazení na drátěný model s vystínovanými plochami.
Promyšlení strategie obrábění
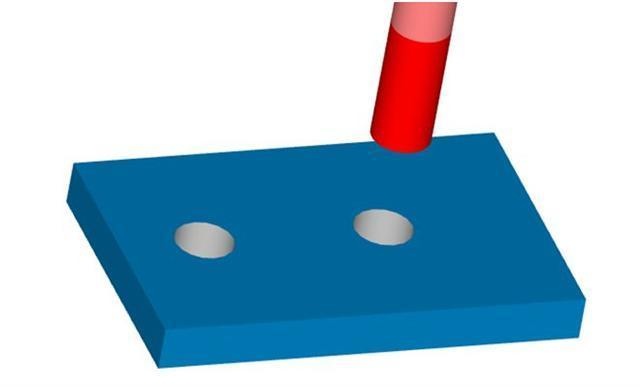
Patka je vyrobena z plechu 100x50x4 mm. Polotovar ustřižený z plechu 11 500 na požadované rozměry. Nejprve ofrézujeme zaoblení hrany poloměrem R=2 mm a následně vyvrtáme díru ø 3 mm. Tím bude součást obrobena.
Určení souřadného systému
Načtený souřadný systém musíme změnit na konstrukční rovinu 3, \by osa Z směřovala proti ose nástroje.
Obrázek: Poloha souřadného systému
Stanovení polotovaru
Maximální rozměr patky je 100 x 50 x 4 mm. Jako polotovar zvolíme ocel 11 500. Patka bude ustřižena na požadované délkové rozměry.
Manažer operací – NC projekt – kliknout pravým tlačítkem – záložka Polotovar – Kvádr, Geometrie ohraničujícího kvádru – Přidat – OK - Hotovo
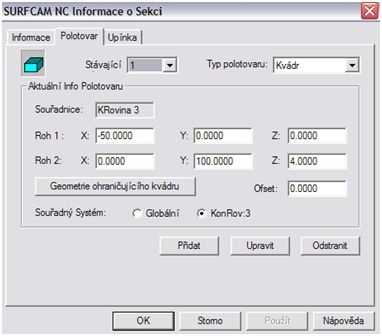
Obrázek: Stanovení rozměrů polotovaru
Stanovení jednotlivých operací
Vytvoření vnějšího tvaru
NC – 2 osé - Kontura – Označit dvojklikem hranu - Hotovo - Vybrat nástroj (válcová fréza ø 6 mm), hloubka 8 mm – OK – kliknout vně kontury
NC – 2 osé – kontura – dvojklik na horní zaoblenou hranu – Hotovo – Vybrat nástroj (čtvrtkruhová vydutá fréza) – OK – Nastavit parametry na kartě obrábění – OK – Řízení cyklu – Hloubka 2 mm – OK
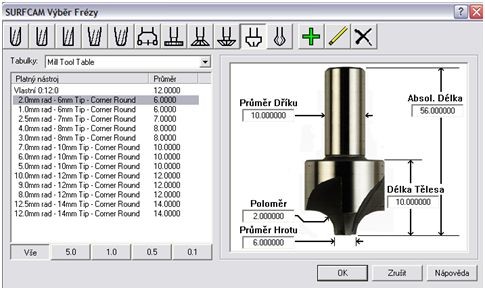
Obrázek: Volba nástroje

Obrázek: Parametry frézování
Zhotovení díry ø 3 mm
NC – 2 osé – vrtat – označit díry – Hotovo – Vybrat nástroj (vrták ø 3 mm) – OK – Řízení cyklu – Hloubka vrtání 4 mm – Prodloužení 1 mm – OK
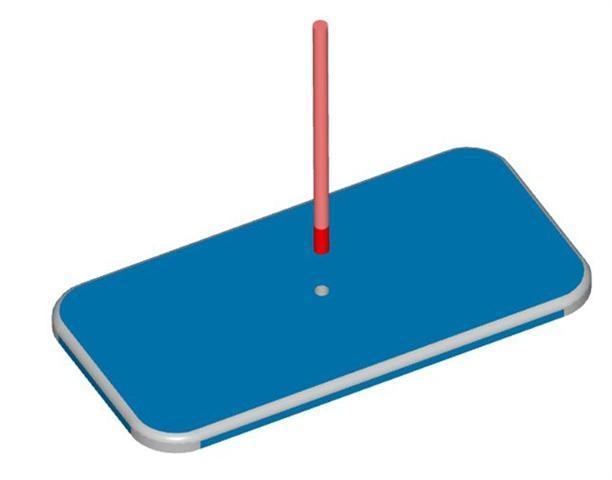
Obrázek: Kontrola obrobení patky
Kapitola 2: Rameno
Obrobení Ramena nůžkového zvedáku
V následujícím textu je podrobně popsán způsob obrobení součásti pomocí počítačového programu Surfcam. Digitální model součásti je na adrese
http://www.spssol.cz/~vyuka/PRILOHY/CAM/dopravniky%20a%20zdvihadla/zvedaky/nuzkovy_zvedak/rameno.x_t
Pro vytvoření postupu obrábění je nutné načíst součást ve správném formátu. Modely vytvořené v konstrukčním programu Inventor načítáme jako textový soubor parasolid s příponou .x_t . Takto uložené soubory lze v programu Surfcam otevřít a dále s nimi pracovat. Po načtení součásti nejprve zvolíme vhodnou strategii obrábění. To znamená, že promyslíme způsob obrábění, jednotlivé operace a jejich pořadí. Z této úvahy vyplyne tvar polotovaru. V úvahu také musíme vzít požadavky na funkci součásti. Jakost materiálu určíme při zadávání parametrů první operace. Po vytvoření a ověření postupu obrábění celé součásti vytvoříme NC kód, se kterým obráběcí stroj pracuje. Výuková verze programu Surfcam neumožňuje vytvoření NC kódu, proto tento poslední krok učební text neobsahuje.
Činnosti prováděné při tvorbě potupu lze shrnout do těchto kroků:
• Načtení součásti – modelu
• Promyšlení strategie obrábění
• Určení souřadného systému
• Stanovení polotovaru a jakosti materiálu
• Stanovení jednotlivých operací
• Vytvoření NC kódu
Načtení modelu
Zvolený model součásti uložený s příponou .x_t otevřeme v programu Surfcam, po načtení je programem přiřazena přípona .scprt, zobrazení je provedeno tzv. drátěným modelem. Pro lepší přehlednost součásti přepneme zobrazení na drátěný model s vystínovanými plochami.
Promyšlení strategie obrábění
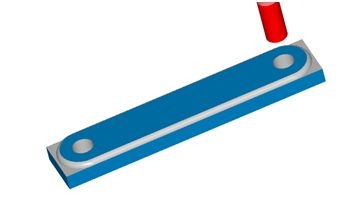
Rameno je vyrobeno z ploché oceli 20x8 mm, délka je 100 mm. Polotovar ustřižený na délku 103 mm nejprve ofrézujeme z horní strany (zaoblení hrany), otočíme a zaoblíme druhou obvodovou hranu a vyvrtáme obě díry a na závěr nasadíme rameno na dva trny ø 8 mm, upneme shora a ofrézujeme vnější konturu.
Určení souřadného systému
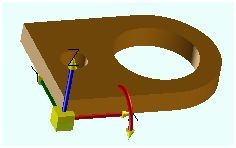
Načtený souřadný systém (konstrukční rovina 1) je použitelný, vhodnější však bude vytvořit novou konstrukční rovinu s počátkem v rohu součásti.
Konstrukční rovina – Nový – 3 body- označíme bod na ose X – vyznačíme kladný směr os X a Y – označíme bod lokálního počátku nastavením hodnot pomocí volby Klávesnice (X=-10, Y=-10, Z=0).
Obrázek: Poloha souřadného systému
Stanovení polotovaru
Maximální rozměr ramene je 100 x 20 x 8 mm. Jako polotovar zvolíme ocel 11 600, přídavek na délku celkem 3 mm.
Manažer operací – NC projekt – kliknout pravým tlačítkem – záložka Polotovar – Kvádr, Geometrie ohraničujícího kvádru – přidat přídavek v kladném i záporném směru osy X – Přidat – OK - Hotovo
Obrázek: Rozměry polotovaru
Stanovení jednotlivých operací
Vytvoření vnějšího tvaru
NC – 2 osé – kontura – dvojklik na horní zaoblenou hranu – Hotovo – Vybrat nástroj (čtvrtkruhová vydutá fréza) – OK – Nastavit parametry na kartě obrábění – OK – Řízení cyklu – Hloubka vrtání 5 mm – Prodloužení 1 mm – OK
Obrázek: Volba nástroje
Obrázek: Parametry frézování
Zhotovení děr ø 8 mm
NC – 2 osé – vrtat – označit díry – Hotovo –Vybrat nástroj (navrtávák, potom vrták ø 8 mm) – OK – Řízení cyklu – Hloubka vrtání 8 mm – Prodloužení 1 mm – OK
Obrázek: Kontrola obrobení
Nyní otočíme rameno, tj. vytvoříme novou konstrukční rovinu, ofrézujeme vnější konturu a na závěr zaoblíme hranu.
Konstrukční rovina – Nový – 3 body- označíme bod na ose X – vyznačíme kladný směr os X a Y – označíme bod lokálního počátku nastavením hodnot pomocí volby Klávesnice (X=-10, Y=-10, Z=0).
NC – 2 osé - Kontura – Označit dvojklikem hranu - Hotovo - Vybrat nástroj (válcová fréza ø 6 mm), hloubka 8 mm – OK – kliknout vně kontury
NC – 2 osé – Vydutá fréza – Dvojklik na hranu – Hotovo – Vybrat nástroj s poloměrem R 2 – Kontrola obrábění označit hranu – OK – Kliknout vně součásti

Obrázek: Stanovení geometrie obrábění
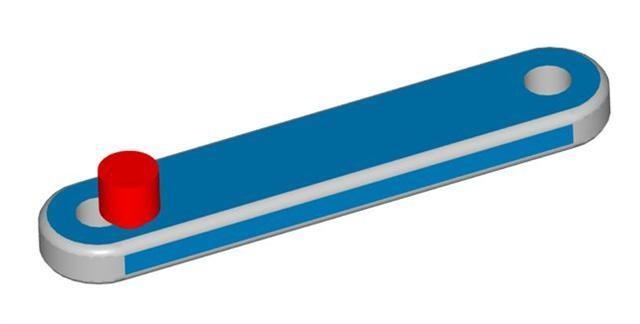
Obrázek: Kontrola obrobení ramene
Kapitola 3: Autotest
- Při zadávání parametrů frézování
- Hloubku vrtání
- Frézování drážky provádíme
- Kapsování je
- Rozměry polotovaru zadáváme
Lekce 4: Pásový dopravník
Lekce popisuje vytvoření obráběcího postupu vybraných dílů dopravníku.
Kapitola 1: Pojistka válečku
Obrobení pojistky válečku pásového dopravníku
V následujícím textu je podrobně popsán způsob obrobení součásti pomocí počítačového programu Surfcam. Digitální model součásti je na adrese
http://www.spssol.cz/~vyuka/PRILOHY/CAM/dopravniky%20a%20zdvihadla/pasovy_dopravnik/pojistka valecku.x_t
Pro vytvoření postupu obrábění je nutné načíst součást ve správném formátu. Modely vytvořené v konstrukčním programu Inventor načítáme jako textový soubor parasolid s příponou .x_t . Takto uložené soubory lze v programu Surfcam otevřít a dále s nimi pracovat. Po načtení součásti nejprve zvolíme vhodnou strategii obrábění. To znamená, že promyslíme způsob obrábění, jednotlivé operace a jejich pořadí. Z této úvahy vyplyne tvar polotovaru. V úvahu také musíme vzít požadavky na funkci součásti. Jakost materiálu určíme při zadávání parametrů první operace. Po vytvoření a ověření postupu obrábění celé součásti vytvoříme NC kód, se kterým obráběcí stroj pracuje. Výuková verze programu Surfcam neumožňuje vytvoření NC kódu, proto tento poslední krok učební text neobsahuje.
Činnosti prováděné při tvorbě potupu lze shrnout do těchto kroků:
• Načtení součásti – modelu
• Promyšlení strategie obrábění
• Určení souřadného systému
• Stanovení polotovaru a jakosti materiálu
• Stanovení jednotlivých operací
• Vytvoření NC kódu
Načtení modelu
Zvolený model součásti uložený s příponou .x_t otevřeme v programu Surfcam, po načtení je programem přiřazena přípona .scprt, zobrazení je provedeno tzv. drátěným modelem. Pro lepší přehlednost součásti přepneme zobrazení na drátěný model s vystínovanými plochami.
Promyšlení strategie obrábění
Při obrábění pojistky můžeme vytvořit postup pro obrobení více součástí najednou. Do polotovaru nastříhaného z pásové oceli 30x5 mm v délce 45 mm nejprve vyvrtáme obě díry a pak několik takto rozpracovaných dílů nasuneme na trny, stáhneme k sobě šroubovým spojem a ofrézujeme vnější konturu.
Určení souřadného systému
Načtený souřadný systém (konstrukční rovina 1) je použitelný, vhodnější však bude vytvořit novou konstrukční rovinu s počátkem v rohu součásti.
Konstrukční rovina – Nový – 3 body- označíme bod na ose X – vyznačíme kladný směr os X a Y –označíme bod lokálního počátku.
Obrázek: Poloha souřadného systému
Stanovení polotovaru
Maximální rozměry pojistky jsou 42 x 30 x 5 mm. Jako polotovar zvolíme ocel 11 373, přídavek na délku celkem 3 mm.
Postup definování polotovaru pro verifikaci:
Ikona Manažer operací- NC projekt (kliknout pravým tlačítkem) – Upravit informace sekce – Polotovar – Typ Kvádr, přidat v obou směrech osy X 1,5 mm, Konstrukční rovina 9 – kliknout na Geometrie ohraničujícího kvádru – Přidat – OK - Hotovo.
Stanovení jednotlivých operací
Zhotovení děr
NC – 2 osé – vrtat – označit obě díry – Hotovo – Vybrat nástroj (navrtávák) – Přidat za – Vybrat nástroj (vrták ø 6,5 mm – OK – Řízení cyklu – Hloubka vrtání 5 mm – Prodloužení 1 mm – OK
Obrázek: Kontrola zhotovení děr
Zhotovení díry ø 20 mm
NC – 2 osé – vrtat – označit díru – Hotovo –Vybrat nástroj (vrták ø 20 mm – OK – Řízení cyklu – Hloubka vrtání 5 mm – Prodloužení 1 mm – OK
Obrázek: Kontrola vyvrtání velké díry
NC – 2 osé - Kontura – Označit hranu - Vybrat nástroj (válcová fréza ø 6 mm), hloubka 5 mm – OK – kliknout vně kontury
Obrázek: Kontrola obrobení pojistky
Kapitola 2: Kroužek
Obrobení Kroužku napínací části pásového dopravníku
V následujícím textu je podrobně popsán způsob obrobení součásti pomocí počítačového programu Surfcam. Digitální model součásti je na adrese
http://www.spssol.cz/~vyuka/PRILOHY/CAM/dopravniky%20a%20zdvihadla/pasovy_dopravnik/krouzek.x_t
Činnosti prováděné při tvorbě potupu lze shrnout do těchto kroků:
• Načtení součásti – modelu
• Promyšlení strategie obrábění
• Určení souřadného systému
• Stanovení polotovaru a jakosti materiálu
• Stanovení jednotlivých operací
• Vytvoření NC kódu
Načtení modelu
Model součásti uložený s příponou .x_t otevřeme v programu Surfcam. Po načtení je programem přiřazena přípona .scprt, zobrazení je provedeno tzv. drátěným modelem. Pro lepší přehlednost součásti přepneme zobrazení na drátěný model s vystínovanými plochami.
Promyšlení strategie obrábění
Pro obrábění Kroužku použijeme jako polotovar trubku. Do trubky vyvrtáme v radiálním směru otvory ø 8 mm a potom kroužek upíchneme.
Určení souřadného systému
Pro vrtání děr zachováme souřadný systém, pro upichování se musíme přepnout do souřadného systému vhodného pro soustružení.
Zhotovení děr
NC – 2 osé – vrtat – označit díru – Hotovo – Vybrat nástroj (navrtávák) – Přidat za – Vybrat nástroj (vrták ø 8 mm – OK – Řízení cyklu – Hloubka vrtání 8 mm – Prodloužení 1 mm – OK
Jednu díru jsme již vytvořili, pro vrtání druhé musíme zvolit konstrukční rovinu zdola, aby směr jejího vrtání byl proti ose Z. Potom tuto díru vyvrtáme.
NC – 2 osé – vrtat – označit díru – Hotovo – Vybrat nástroj (navrtávák) – Přidat za – Vybrat nástroj (vrták ø 8 mm – OK – Řízení cyklu – Hloubka vrtání 8 mm – Prodloužení 1 mm – OK
Pro další postup musíme přejít do soustružení. Proto nastavíme osy příslušným způsobem.
Nástroje – Osy – Průměr soustružení
V souřadném systému se změnil směr osy X na osu rotace Z, radiální směr je označen osou D. Není-li osa Z totožná s osou rotace, musíme posunout lokální počátek na osu rotace.
V dalším postupu upíchneme kroužek na potřebnou délku 14 mm.
NC – Soustružení – Upichování – označíme vnější průměr – označíme vnitřní průměr – Hotovo – Vybrat nástroj (vnější upichování) – OK – Vybrat bod návratu (Klávesnice D=30 mm, Z=-20 mm) – Vybrat bod nájezdu - Hotovo
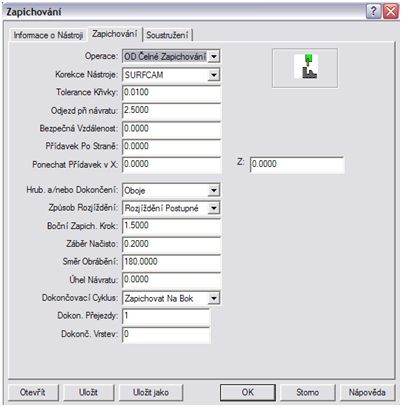
Obrázek: Parametry upichování
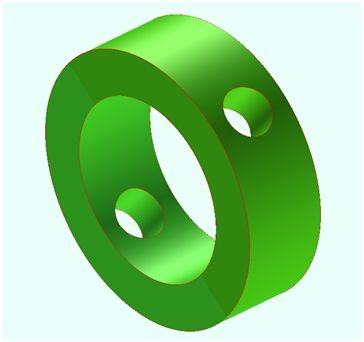
Obrázek: Ověření obrobení
Kapitola 3: Autotest
- Lze v programu Surfcam upravovat rozměry nástrojů?
- Lze v programu Surfcam konstruovat pomocné prvky?
- Při dvouosém frézování
- Při vrtání se nástroj pohybuje
- Zbytkové obrábění
Lekce 5: Šnekový dopravník
Lekce popisuje vytvoření obráběcího postupu vybraných dílů dopravníku.
Kapitola 1: Víčko 1
Obrobení dílu Víčko 1 šnekového dopravníku
V následujícím textu je podrobně popsán způsob obrobení součásti pomocí počítačového programu Surfcam. Digitální model součásti je na adrese
http://www.spssol.cz/~vyuka/PRILOHY/CAM/dopravniky%20a%20zdvihadla/snekovy_dopravnik/vicko_1.x_t
Pro vytvoření postupu obrábění je nutné načíst součást ve správném formátu. Modely vytvořené v konstrukčním programu Inventor načítáme jako textový soubor parasolid s příponou .x_t . Takto uložené soubory lze v programu Surfcam otevřít a dále s nimi pracovat. Po načtení součásti nejprve zvolíme vhodnou strategii obrábění. To znamená, že promyslíme způsob obrábění, jednotlivé operace a jejich pořadí. Z této úvahy vyplyne tvar polotovaru. V úvahu také musíme vzít požadavky na funkci součásti. Jakost materiálu určíme při zadávání parametrů první operace. Po vytvoření a ověření postupu obrábění celé součásti vytvoříme NC kód, se kterým obráběcí stroj pracuje. Výuková verze programu Surfcam neumožňuje vytvoření NC kódu, proto tento poslední krok učební text neobsahuje.
Činnosti prováděné při tvorbě potupu lze shrnout do těchto kroků:
• Načtení součásti – modelu
• Promyšlení strategie obrábění
• Určení souřadného systému
• Stanovení polotovaru a jakosti materiálu
• Stanovení jednotlivých operací
Načtení modelu
Zvolený model součásti uložený s příponou .x_t otevřeme v programu Surfcam, po načtení je programem přiřazena přípona .scprt, zobrazení je provedeno tzv. drátěným modelem. Pro lepší přehlednost součásti přepneme zobrazení na drátěný model s vystínovanými plochami.
Promyšlení strategie obrábění
Díl je vyrobený z válcového polotovaru ø 80 mm. Polotovar je uřezaný s přídavkem 2 mm na obě strany, použitá je ocel 11 500. Nejprve zarovnáme čelo, pak srazíme hranu a zhotovíme všechny otvory. Potom součást otočíme a dokončíme obrobení.
Určení souřadného systému
Načtený lokální souřadný systém upravíme tak, aby osa Z směřovala proti ose nástroje. Tomu odpovídá konstrukční rovina 5.
Obrázek: Poloha souřadného systému
Stanovení polotovaru
Typ polotovaru Válec, rozměr válce ponecháme ø 80 mm, stanovíme rotační osu Z, Válec hraniční geometrie, přidáme 2 mm v obou směrech osy Z, Přidat, OK, Hotovo
Manažer operací – NC projekt – kliknout pravým tlačítkem – záložka Polotovar – Kvádr, Geometrie ohraničujícího kvádru – Přidat – OK - Hotovo
Stanovení jednotlivých operací
NC – 2 osé - Zarovnat – Označit dvojklikem hranu - Hotovo - Vybrat nástroj (válcová fréza ø 16 mm) – OK
NC – 2 osé – kontura – dvojklik na příslušnou hranu – Hotovo – Vybrat nástroj (válcová fréza ø 16 mm) – OK – Nastavit parametry na kartě obrábění – OK kliknout ze strany kontury
NC – 2 osé – vrtat – označit díry – Hotovo – Vybrat nástroj (navrtávák, vrták) – OK – Řízení cyklu – Hloubka vrtání 8 mm – Prodloužení 1 mm – OK
Pro další obrábění musíme otočit součást (tedy zvolit konstrukční rovinu 6), zarovnat čelní plochu a konturou vytvořit osazení.
NC – 2 osé - Zarovnat – Označit dvojklikem hranu - Hotovo - Vybrat nástroj (válcová fréza ø 16 mm) – OK
NC – 2 osé – kontura – dvojklik na příslušnou hranu – Hotovo – Vybrat nástroj (válcová fréza ø 16 mm) – OK – Nastavit parametry na kartě obrábění – OK kliknout ze strany kontury
Obrázek: Obrobení víčka
Kapitola 2: Víčko 2
Obrobení dílu Víčko 2 šnekového dopravníku
V následujícím textu je podrobně popsán způsob obrobení součásti pomocí počítačového programu Surfcam. Digitální model součásti je na adrese
http://www.spssol.cz/~vyuka/PRILOHY/CAM/dopravniky%20a%20zdvihadla/snekovy_dopravnik/vicko_1.x_t
Pro vytvoření postupu obrábění je nutné načíst součást ve správném formátu. Modely vytvořené v konstrukčním programu Inventor načítáme jako textový soubor parasolid s příponou .x_t . Takto uložené soubory lze v programu Surfcam otevřít a dále s nimi pracovat. Po načtení součásti nejprve zvolíme vhodnou strategii obrábění. To znamená, že promyslíme způsob obrábění, jednotlivé operace a jejich pořadí. Z této úvahy vyplyne tvar polotovaru. V úvahu také musíme vzít požadavky na funkci součásti. Jakost materiálu určíme při zadávání parametrů první operace. Po vytvoření a ověření postupu obrábění celé součásti vytvoříme NC kód, se kterým obráběcí stroj pracuje. Výuková verze programu Surfcam neumožňuje vytvoření NC kódu, proto tento poslední krok učební text neobsahuje.
Činnosti prováděné při tvorbě potupu lze shrnout do těchto kroků:
• Načtení součásti – modelu
• Promyšlení strategie obrábění
• Určení souřadného systému
• Stanovení polotovaru a jakosti materiálu
• Stanovení jednotlivých operací
Načtení modelu
Zvolený model součásti uložený s příponou .x_t otevřeme v programu Surfcam, po načtení je programem přiřazena přípona .scprt, zobrazení je provedeno tzv. drátěným modelem. Pro lepší přehlednost součásti přepneme zobrazení na drátěný model s vystínovanými plochami.
Promyšlení strategie obrábění
Víčko je vyrobené z válcového polotovaru ø 80 mm. Polotovar je uřezaný s přídavkem 2 mm na obě strany, použitá je ocel 11 373. Nejprve zarovnáme čelo, pak srazíme hranu a zhotovíme všechny otvory. Potom součást otočíme a dokončíme obrobení.
Určení souřadného systému
Načtený lokální souřadný systém posuneme tak, aby osa Z směřovala proti ose nástroje.
Obrobení dílu Víčko 2 šnekového dopravníku
Pro vytvoření postupu obrábění je nutné načíst součást ve správném formátu. Modely vytvořené v konstrukčním programu Inventor načítáme jako textový soubor parasolid s příponou .x_t . Takto uložené soubory lze v programu Surfcam otevřít a dále s nimi pracovat. Po načtení součásti nejprve zvolíme vhodnou strategii obrábění. To znamená, že promyslíme způsob obrábění, jednotlivé operace a jejich pořadí. Z této úvahy vyplyne tvar polotovaru. V úvahu také musíme vzít požadavky na funkci součásti. Jakost materiálu určíme při zadávání parametrů první operace. Po vytvoření a ověření postupu obrábění celé součásti vytvoříme NC kód, se kterým obráběcí stroj pracuje. Výuková verze programu Surfcam neumožňuje vytvoření NC kódu, proto tento poslední krok učební text neobsahuje.
Činnosti prováděné při tvorbě potupu lze shrnout do těchto kroků:
• Načtení součásti – modelu
• Promyšlení strategie obrábění
• Určení souřadného systému
• Stanovení polotovaru a jakosti materiálu
• Stanovení jednotlivých operací
• Ověření správnosti postupu – verifikace
• Vytvoření NC kódu
Načtení modelu
Zvolený model součásti uložený s příponou .x_t otevřeme v programu Surfcam, po načtení je programem přiřazena přípona .scprt, zobrazení je provedeno tzv. drátěným modelem. Pro lepší přehlednost součásti přepneme zobrazení na drátěný model s vystínovanými plochami.
Promyšlení strategie obrábění
Víčko je vyrobené z válcového polotovaru ø 80 mm. Polotovar je uřezaný s přídavkem 2 mm na obě strany, použitá je ocel 11 373. Nejprve zarovnáme čelo, pak srazíme hranu a zhotovíme všechny otvory. Potom součást otočíme a dokončíme obrobení.
Určení souřadného systému
Načtený lokální souřadný systém posuneme tak, aby osa Z směřovala proti ose nástroje.
Obrázek: Poloha souřadného systému
Stanovení polotovaru
Typ polotovaru Válec, rozměr válce ponecháme ø 80 mm, stanovíme rotační osu Z, Válec hraniční geometrie, přidáme 2 mm v obou směrech osy Z, Přidat, OK, Hotovo
Obrázek: Určení rozměrů polotovaru
Stanovení jednotlivých operací
Nejprve zarovnáme horní plochu
NC – 2 osé - Zarovnat – Označit dvojklikem horní hranu - Vybrat nástroj (válcová fréza ø 16 mm) – OK
Srazíme hranu
NC – 2 osé – kontura – dvojklik na sraženou hranu – Hotovo – Vybrat nástroj (úhlová fréza) – OK – Nastavit parametry na kartě obrábění – OK – Řízení cyklu – Hloubka 0 mm – OK
Obrázek: Volba nástroje

Obrázek: Parametry frézování
Zhotovení děr ø 6,5 mm
NC – 2 osé – vrtat – označit díry – Hotovo – Vybrat nástroj (navrtávák, vrták ø 6,5 mm) – OK – Řízení cyklu – Hloubka vrtání 5 mm – Prodloužení 1 mm – OK
Zhotovení středové závitové díry ø 31 mm
NC – 2 osé – vrtat – označit díru – Hotovo – Vybrat nástroj postupně (navrtávák, vrták ø 10 mm, ø 10 mm, ø 31 mm) – OK – Řízení cyklu – Hloubka vrtání 10 mm – Prodloužení 1 mm – OK
Obrázek: Nová poloha souřadného systému
NC – 2 osé - Zarovnat – Označit dvojklikem horní hranu - Vybrat nástroj (válcová fréza ø 16 mm) – OK
NC – 2 osé – kontura – dvojklik na sraženou hranu – Hotovo – Vybrat nástroj (fréza ø 10 mm) – OK – Nastavit parametry na kartě obrábění – OK – kliknout vně kontury
NC – 2 osé – kontura – dvojklik na sraženou hranu – Hotovo – Vybrat nástroj (úhlová fréza) – OK – Nastavit parametry na kartě obrábění – OK – Řízení cyklu – Hloubka 0 mm – OK
Kapitola 3: Autotest
- Vyměnitelné břitové destičky se po otupení
- Díry průměru 30 mm
- Výstružníkem
- Výškově tvarované plochy
- U závitu M16x2 znamená číslo 2
Lekce 6: Šroubový zvedák
Tato lekce popisuje základní postup obrobení součásti (hlavy šroubového zvedáku). I když tato součást je rotační, využijeme pro obrobení dvouosé frézování. Z boční válcové strany jsou vrtány díry.
Kapitola 1: Hlava
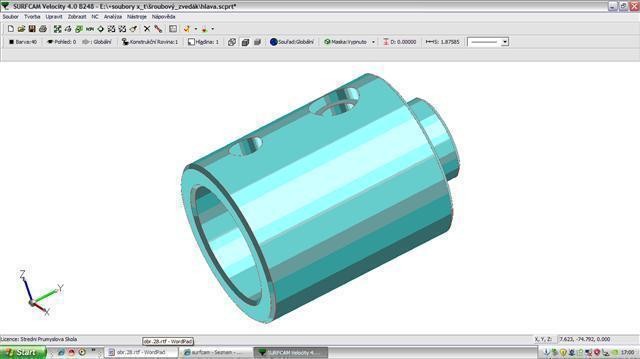
Obrobení hlavy
V následujícím textu je podrobně popsán způsob obrobení součásti pomocí počítačového programu Surfcam
Po načtení obrobku do SURFCAMU musíme ustavit obrobek do roviny, ve které jej budeme moci obrábět. Dále je nutné určit polotovar ze kterého bude obrobek vyroben a následně jej můžeme obrobit.
V jedotlvých bodech popíšu sled operací, které povedou k obrobení jednoduché součásti co nejjednodušším způsobem. Každá součást lze obrobit různými způsoby, v závislosti na opotřebení nástrojů, šetření materiálu, časové úspoře, ... .
1) Změna barev (pozadí,. ...) - vysvětleno v úvodní kapitole X
2) Změna nitkového kříže na šipku - vysvětleno v úvodní kapitole X
3) doporučení změny z DRÁTOVÉHO MODELU na STÍNOVAT S DRÁTOVOU GEOMETRIÍ
4) Ustavení obrobku
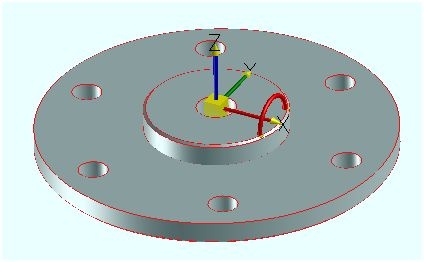
Obrázek: Původní nastavení
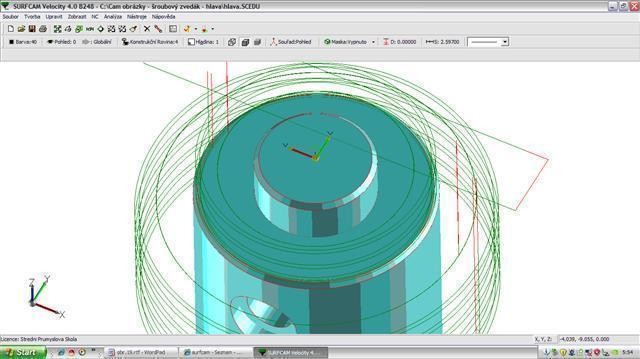
Popis změny: Otočení roviny ( kliky na ):
Konstrukční rovina:1 - v tabulce pohled: 3 ( OK ) - Upravit - transformovat - posunout - do pohledu - obrazovka - klávesnice - v tabulce ( OK ) - Konstrukční rovina: 5 - v tabulce pohled:1 ( OK ) - klávesnice (OK)
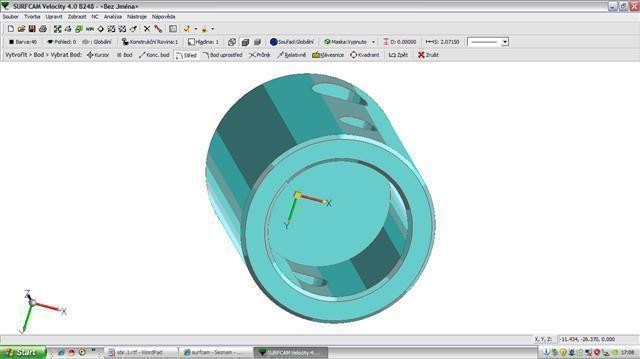
Obrázek: Otočená rovina
Popis změny: Posunutí roviny ( kliknutí na ):
Najít střed součásti:
Tvorba - bod - střed - kliknutí na horní kružnici sražení ( vznikne bod uprostřed )
Obrázek: Umístění bodu do středu
Umístění osového kříže na střed
Upravit - Transformovat - posunout - pozice - obrazovka ( nebo okno ) - klik na bod ve středu kružnice - klávesnice - v tabulce ( OK )
Obrázek: Posunutí počátku
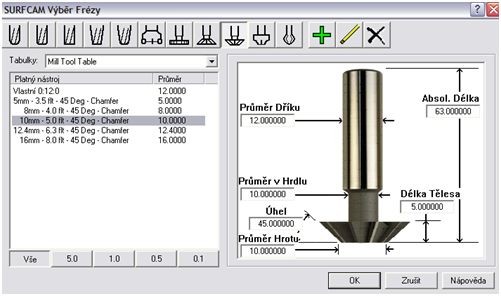
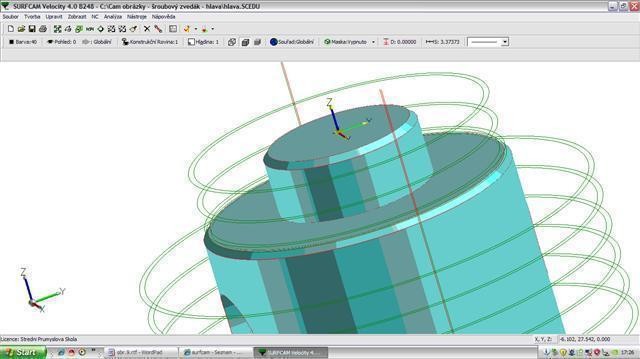
5) Volba polotovaru
Součást je rotační, proto použijeme jako polotovar válec. Na průměr přidáme 5 mm, na výšku přidáme na každou stranu 3 mm.
Popis: Určení polotovaru
Manažer operací - NC Projekt ( pravým tlačítkem ny myši ) - Upravit Informace Sekce - Polotovar - změnit kvádr na válec - osa rotace Z - Válec Hraniční Geometrie - k hodnotám v tabulce přičteme přídavky - Přidat (změní se stávající nic na 1 ) - OK - Hotovo
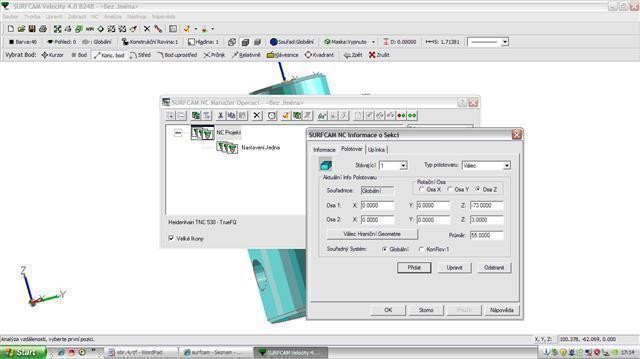
Obrázek: Definování polotovaru
Polotovar se nám nezobrazí u výrobku.
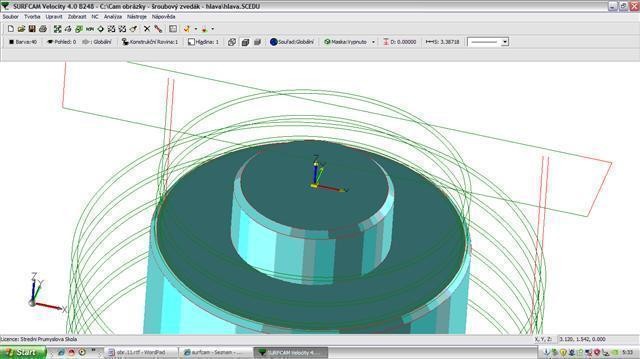
6) Obrábění - frézováním
Obrobení součásti po obvodě:
NC - 2 Osé - Kontura - 2x kliknutí na vnější spodní kružnici - hotovo - v tabulce: změna nástroje potvrdíme OK - Vybrat stranu kontury kliknutím vně výrobku
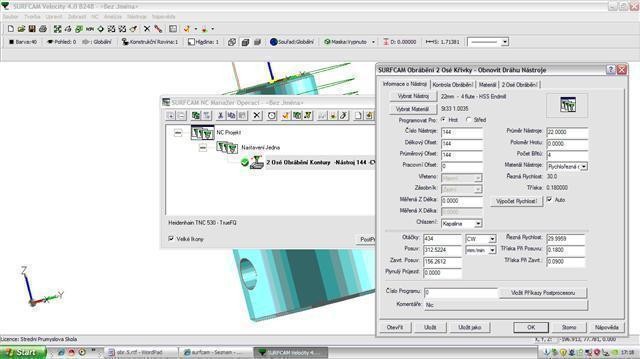
Obrázek: Parametry frézování
Obrázek: Dráha nástroje
Manažer operací - spustit verifikaci
Obrázek: Kontrola obrobení
Obrobení součásti po obvodě:
NC - 2 Osé - Kontura - 2x kliknutí na větší kružnici - hotovo - v tabulce: změna nástroje potvrdíme OK - Vybrat stranu kontury kliknutím vně výrobku
Obrázek: Vybrání kružnice
Obrázek: Dráhy nástroje
Manažer operací - spustit verifikaci
Obrázek: Kontrola obrobení
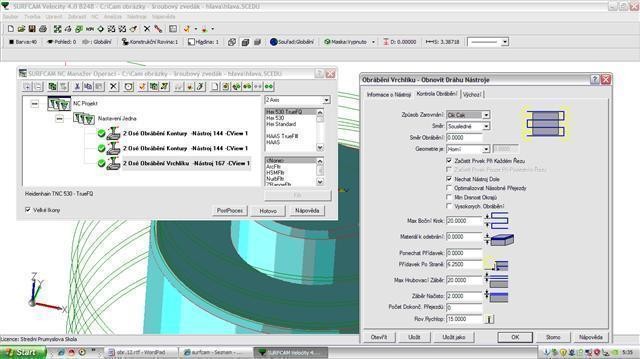
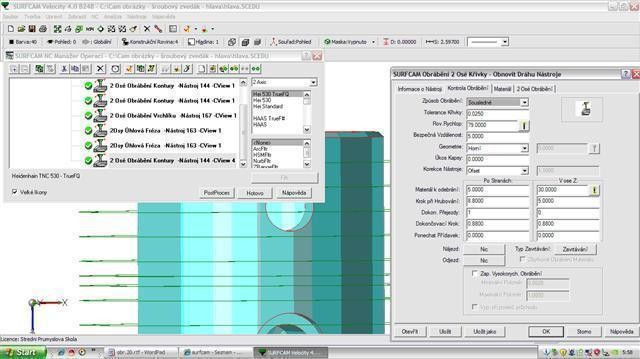
NC - 2 Osé - Zarovnat - Řetězec - 2x kliknutí na horní kružnici - objeví se tabulka, kde se dá zvolit: materiál, nástroj, řezné podmínky, ... ). - OK ( objeví se dráhy obrábění )
( aby nevznikla chyba při obrábění z důvodu nevhodných najíždění nástroje do materiálu, je nutné v tabulce změnit v Kontole obrábění Přídavek Po Straně změnit na 25 ).
Obrázek: Dráha nástroje
Manažer operací - spustit verifikaci
Obrázek: Verifikace
Spustit
Obrázek: Kontrola obrobení
Spustit
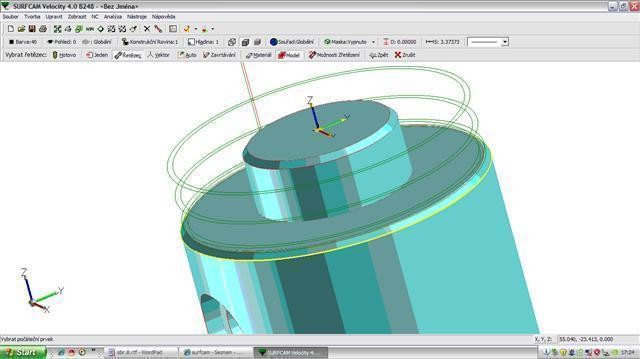
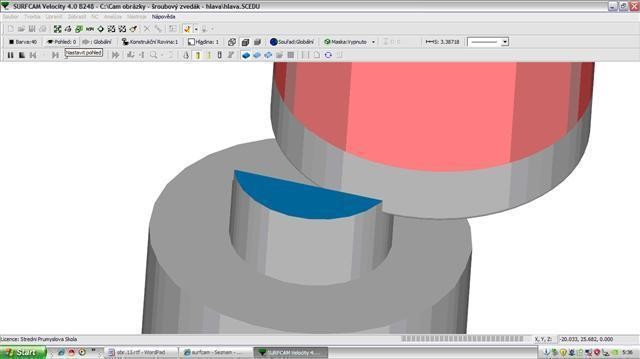
Sražení hran
NC - 2 Osé - Vydutá fréza - 2x kliknutí na vnější spodní kružnici - hotovo - v tabulce: změna nástroje potvrdíme OK - Vybrat stranu kontury kliknutím vně výrobku
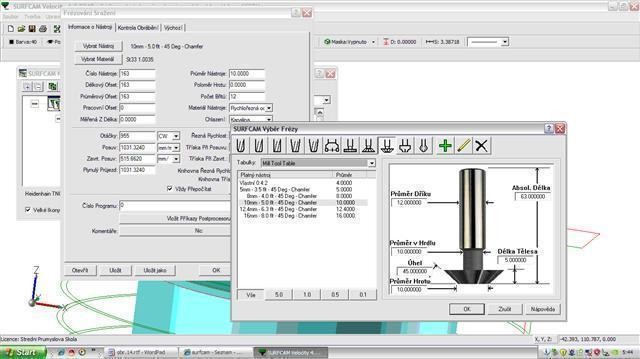
Obrázek: Výběr nástroje
Obrázek: Tabulka kontroly obrábění
Manažer operací - spustit verifikaci
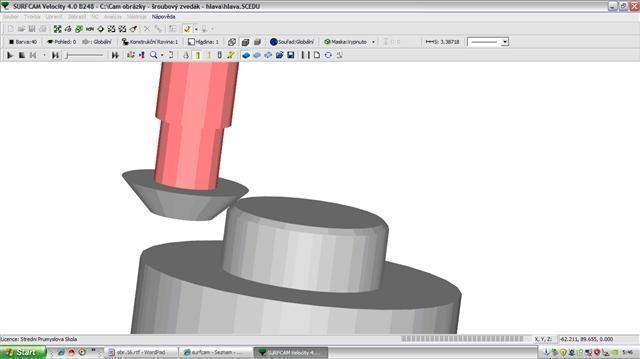
Obrázek: Verifikace
NC - 2 Osé - Vydutá fréza - 2x kliknutí na vnější spodní kružnici - hotovo - v tabulce: změna nástroje potvrdíme OK - Vybrat stranu kontury kliknutím vně výrobku
Obrázek: Označení kružnice
Manažer operací - spustit verifikaci
Obrázek: Obrobení jedné strany
7) Popis změny: Otočení roviny ( kliky na ):
Souřad. Globální změnit na Souřad:Pohled
Konstrukční rovina:1 - v tabulce pohled: Pohled zdola ( dvojklik )
Obrázek: Otočená rovina
Obrobení součásti po obvodě:
NC - 2 Osé - Kontura - 2x kliknutí na vnější kružnici - hotovo - v tabulce: změna nástroje potvrdíme OK - Vybrat stranu kontury kliknutím vně výrobku
Manažer operací - spustit verifikaci
Obrázek: Verifikace
Spustit
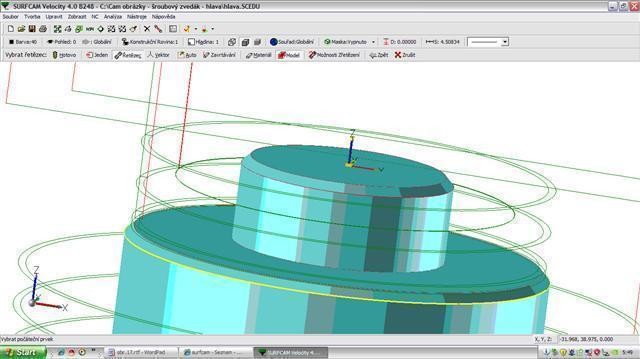
NC - 2 Osé - Zarovnat - Řetězec - 2x kliknutí na vnější horní kružnici - objeví se tabulka, kde se dá zvolit: materiál, nástroj, řezné podmínky, ... ). Z důvodu jednoduchosti bude použito předvolené nastavení( taulka bude vysvětlena v kapitole Y. - OK ( objeví se dráhy obrábění )
Obrázek: Dráha obrábění
Manažer operací - spustit verifikaci
Spustit
Obrázek: Verifikace
Obrobení středové díry
NC - 2 Osé - Kapsa - 2x kliknutí na vnitřní spodní kružnici - hotovo - v tabulce: změna nástroje potvrdíme OK
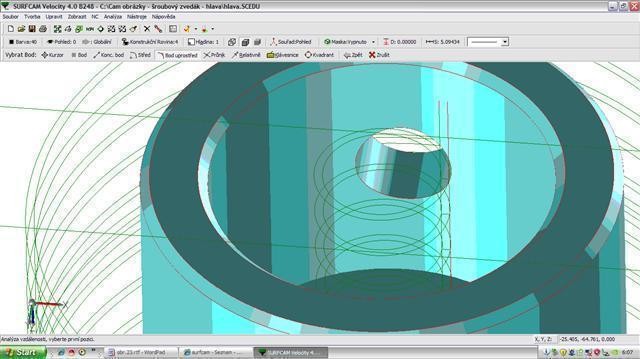
Obrázek: Dráha obrábění
Sražení hran
NC - 2 Osé - Vydutá fréza - 2x kliknutí na vnější spodní kružnici - hotovo - v tabulce: změna nástroje potvrdíme OK - Vybrat stranu kontury kliknutím vně výrobku
NC - 2 Osé - Vydutá fréza - 2x kliknutí na vnitřní kružnici - hotovo - v tabulce: změna nástroje potvrdíme OK - Vybrat stranu kontury kliknutím do dutiny výrobku
Manažer operací - spustit verifikaci
Obrázek: Verifikace
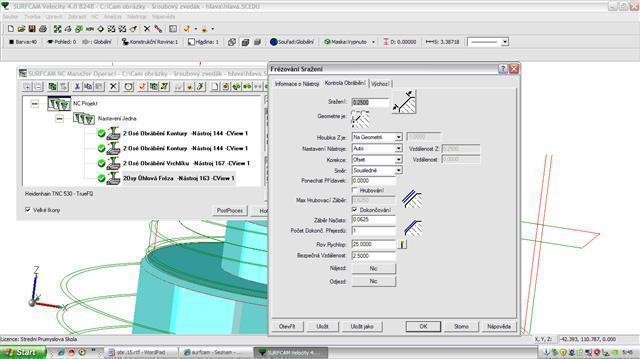
Popis změny: Otočení roviny ( kliky na ):
Konstrukční rovina:4 - dvojklik na pohled zepředu
Obrázek: Otočená rovina
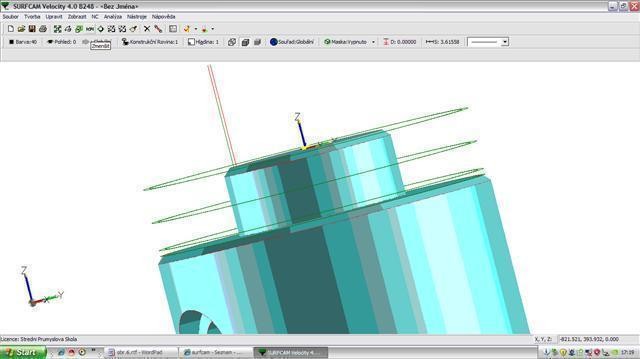
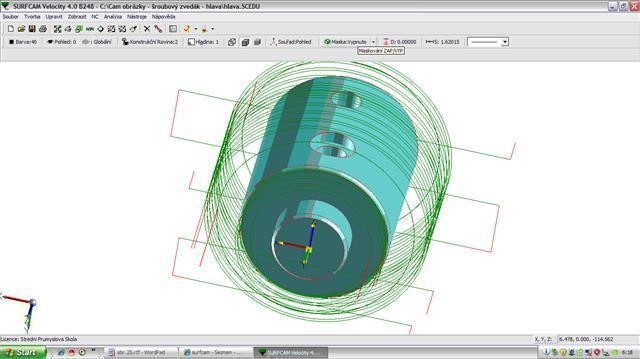
Obrobení děr
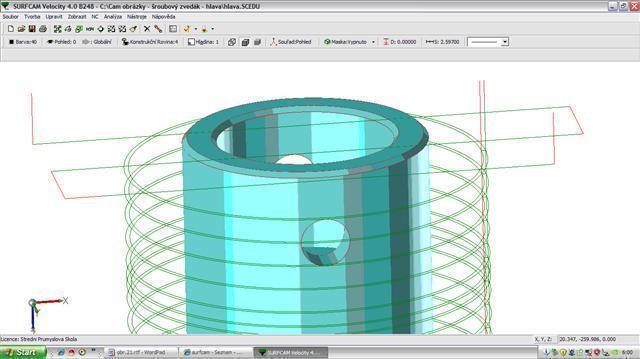
NC - 2 Osé - Vrtat - 2x kliknutí na vnitřní spodní kružnici - hotovo - v tabulce: změna nástroje, hloubka vrtání potvrdíme OK
NC - 2 Osé - Kapsa - 2x kliknutí na vnitřní spodní kružnici - hotovo - v tabulce: změna nástroje a hloubek, potvrdíme OK
Obrázek: Dráhy nástrojů
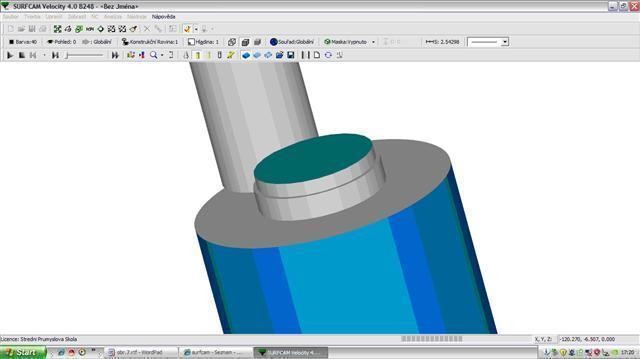
Pro vrtání druhé díry musíme určit střed kružnice ( nám se kružnice nezobrazuje, protože vrtáme do válcové plochy ). Následně musíme analyzovat velikost otvoru.
Tvorba - bod - bod uprostřed
Tímto bodem proložíme horizontální přímku, na které můžeme určit střed kružnice.
Obrázek: Středový bod
NC - 2 Osé - Vrtat - kliknutí na střed kružnice - hotovo - v tabulce: změna nástroje, hloubka vrtání potvrdíme OK
Popis změny: Otočení roviny ( kliky na ):
Konstrukční rovina:2 - dvojklik na pohled zezadu
Obrobení děr
NC - 2 Osé - Vrtat - 2x kliknutí na vnitřní spodní kružnici - hotovo - v tabulce: změna nástroje, hloubka vrtání potvrdíme OK
NC - 2 Osé - Kapsa - 2x kliknutí na vnitřní spodní kružnici - hotovo - v tabulce: změna nástroje a hloubek, potvrdíme OK
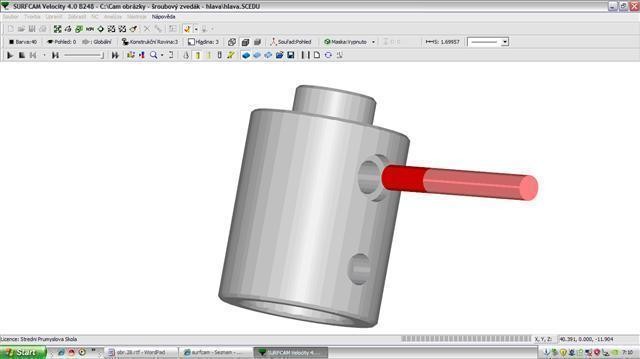
Obrázek: Hotový výrobek
Kapitola 2: Cvičení
- Vypracujte strategii obrábění (sled výrobních operací) čtyř součástí uložených na adrese http://www.spssol.cz/~vyuka/PRILOHY/CAM/dopravniky%20a%20zdvihadla/
- Vypracujte úplný obráběcí postup zvolené součásti. Řešení pošlete svému vyučujícímu přes e-learningový portál.
Kapitola 3: Kontrolní otázky
- Co je to zbytkový materiál?
- Co znamená předvrtání?
- K čemu slouží úhlová fréza?
Kapitola 4: Autotest
- Nástroj při nesousledném frézování se otáčí:
- Materiál k odebrání udává:
- Hloubka vrtání se udává na:
- Verifikace je:
- Při vrtání se nástroj pohybuje:
Lekce 7: Literatura
- KRONUS, P. Učebnice Surfcam. 1. vyd. Praha: 3E Praha Engineering, rok neuveden. 173 s. ISBN neuvedeno.
- KRONUS, P. Příklady Surfcam. 1. vyd. Praha: 3E Praha Engineering, rok neuveden. 173 s. ISBN neuvedeno.
- LEINVEBER, J., ŘASA, J., VÁVRA, P. Strojnické tabulky. 3. vyd. Praha: Scientia, 2000. 985 s. ISBN 80-7183-164-6.
- ŘASA, J., GABRIEL, V. Strojírenská technologie 3 - 1.díl. 2. vyd. Praha: Scientia, 2005. 256 s. ISBN 80-7183-337-1.